Урок технологии для 7 класса "Общность механизмов различных станков"
7 класс
Раздел: Элементы машиноведения.
Тема урока: Общность механизмов различных станков.
Цели:
образовательная: Создать условия для получения учениками знаний понятий об устройстве механизмов различных станков.
развивающая: способствовать развитию умений работать со справочной литературой, учебниками
воспитательная: воспитывать культуру труда, стремление к самовыражению путём освоения трудовых навыков.
Материально-техническое оснащение: металлообрабатывающие станки, учебники, тетради, чертёжно-измерительный инструмент
Тип урока: комбинированный
Ход урока:
Организационная часть (3 мин)
Приветствие учащихся и проверка посещаемости
Проверка рабочей одежды и готовности к занятию.
Назначение дежурных.
Объявление темы урока: Общность механизмов различных станков.
(ученикам записать дату и тему урока в тетрадь).
Объявление цели урока: Ознакомиться с кинематическими схемами металлорежущих станков, их классификацией и маркировкой.
Изучить устройство и назначение токарно-винторезного станка, его основных узлов и механизмов, познакомиться с приёмами работы.
3. Объяснение нового материала (15 мин)
В устройстве металлорежущих станков имеется много общего. Это объясняется самой сущностью процесса резания. Основу устройства металлорежущих станков составляет совокупность механизмов и других технических устройств, обеспе чивающих главным образом два движения — движение резания (резцом, фрезой, сверлом и т. д.) и движение подачи заготовки или режущего инструмента.
Любой металлорежущий станок состоит из привода, передаточ ного механизма, исполнительного (рабочего) органа и органов управления (это можно проследить на примере уже рассмотрен ного устройства сверлильного станка).
Привод приводит в действие рабочие органы. Приводы могут быть механическими, гидравлическими, пневматическими или электрическими.
В современных металлорежущих станках используются пре имущественно электроприводы.
Передаточные механизмы передают движение от двигателя к рабочему органу станка и преобразуют это движение.
Исполнительные (рабочие) органы — это устройства, которые непосредственно осуществляют процесс резания металла. На них закреплены режущие инструменты.
Органы управления — устройства, с помощью которых осу ществляется пуск и остановка станка, регулируется скорость резания и подачи, т. е. производится управление работой ме таллорежущего станка.
Многие механизмы, узлы и детали различных металлорежу щих станков (например, станины, коробки скоростей, коробки подач), хотя и отличаются конструктивно, но выполняют одина ковые функции.
Станина — чугунное или стальное основание, на котором крепят механизм станка.
Станина обеспечивает точность их взаимного расположения и перемещения.
Коробка скоростей изменяет передаточные отношения между ведущими и ведомыми звеньями (валами), что позволяет регулировать частоту вращения режущего инструмента или за готовки.
Коробка подач изменяет передаточные отношения в цепи подачи, чем регулирует величину подачи режущего инструмента.
Знание функционально общих основных узлов различных типов металлорежущих станков позволяет лучше и быстрее ознако миться с устройством, управлением и работой любого конкрет ного станка.
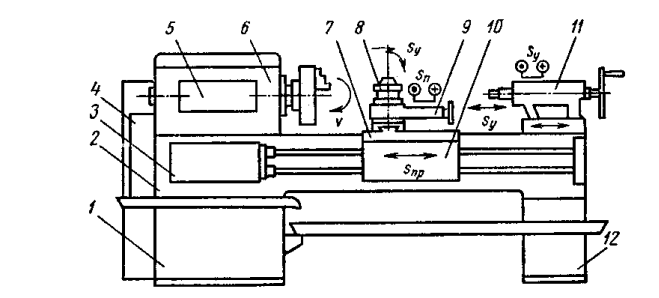
Токарно-винторезный станок:
1 – передняя тумба; 2 – станина; 3 – коробка подач; 4 – гитара сменных колёс;
5 – панель управления; 6 – передняя бабка; 7 – продольный суппорт; 8 – поворотный суппорт с резцедержателем; 9 – поперечный суппорт; 10 – фартук;
11 –задняя бабка; 12 – задняя тумба
Закрепление нового материала.
Вопросы к группе:
1. В чем заключается общность устройства металлоре жущих станков? 2. Из каких основных частей состоят металлорежущие стан ки? 3. Каково назначение этих частей?
4.Практическая работа.
1. Ознакомиться с основными операциями обработки заготовок на токарных станках.
На токарных станках можно выполнить следующие виды работ: точение в центрах, в патроне и на планшайбе; растачивание; торцовое точение; отрезку и подрезку; нарезание резьбы; точение конусов, фасонных поверхностей и другие виды работ с применением соответствующих инструментов и приспособлений.
Обработка поверхностей осуществляется либо с продольной, либо с поперечной подачей. Формообразование поверхностей при обработке с продольной подачей осуществляется по методу следов, при обработке с поперечной подачей – в основном по методу копирования.
Точение в центрах
Прутковые детали (валы, оси) с отношением длины к диаметру  обычно подвергают продольному точению в центрах с использованием проходных резцов. Для этого в торце заготовки сверлят центровое отверстие, состоящее из цилиндрического участка под смазку, конической базовой поверхности под углом 60о, при необходимости предохранительной фаски под углом 120о (рис.1а). Заготовка центровым отверстием надевается на выступающий конец центра (рис.1б). При обработке конической поверхности по способу поперечного смещения корпуса задней бабки применяют шариковый центр (рис.1в). Срезанный центр (рис.1г) допускает подрезку торца заготовки. Заготовки с большим внутренним диаметром устанавливают на грибковый центр (рис.1д). Концы малых диаметров обрабатывают под обратный центр (рис.1е).
обычно подвергают продольному точению в центрах с использованием проходных резцов. Для этого в торце заготовки сверлят центровое отверстие, состоящее из цилиндрического участка под смазку, конической базовой поверхности под углом 60о, при необходимости предохранительной фаски под углом 120о (рис.1а). Заготовка центровым отверстием надевается на выступающий конец центра (рис.1б). При обработке конической поверхности по способу поперечного смещения корпуса задней бабки применяют шариковый центр (рис.1в). Срезанный центр (рис.1г) допускает подрезку торца заготовки. Заготовки с большим внутренним диаметром устанавливают на грибковый центр (рис.1д). Концы малых диаметров обрабатывают под обратный центр (рис.1е).
Все центры имеют коническую хвостовую часть (рис.1ж), которой они вводятся в пиноль задней бабки. При большой частоте вращения шпинделя в пиноль устанавливают вращающийся центр, у которого вводимая в заготовку часть 1 связана с корпусом 2 через подшипники (рис.1з).
Деталь зажимают между центрами передней и задней бабок (рис.2). Центр передней бабки устанавливают в шпинделе, а задний – в пиноли задней бабки. На одном из концов детали закрепляют хомутик 3 при помощи винта так, чтобы палец входил в прорезь поводковой планшайбы 1, которую навинчивают на передний конец шпинделя.
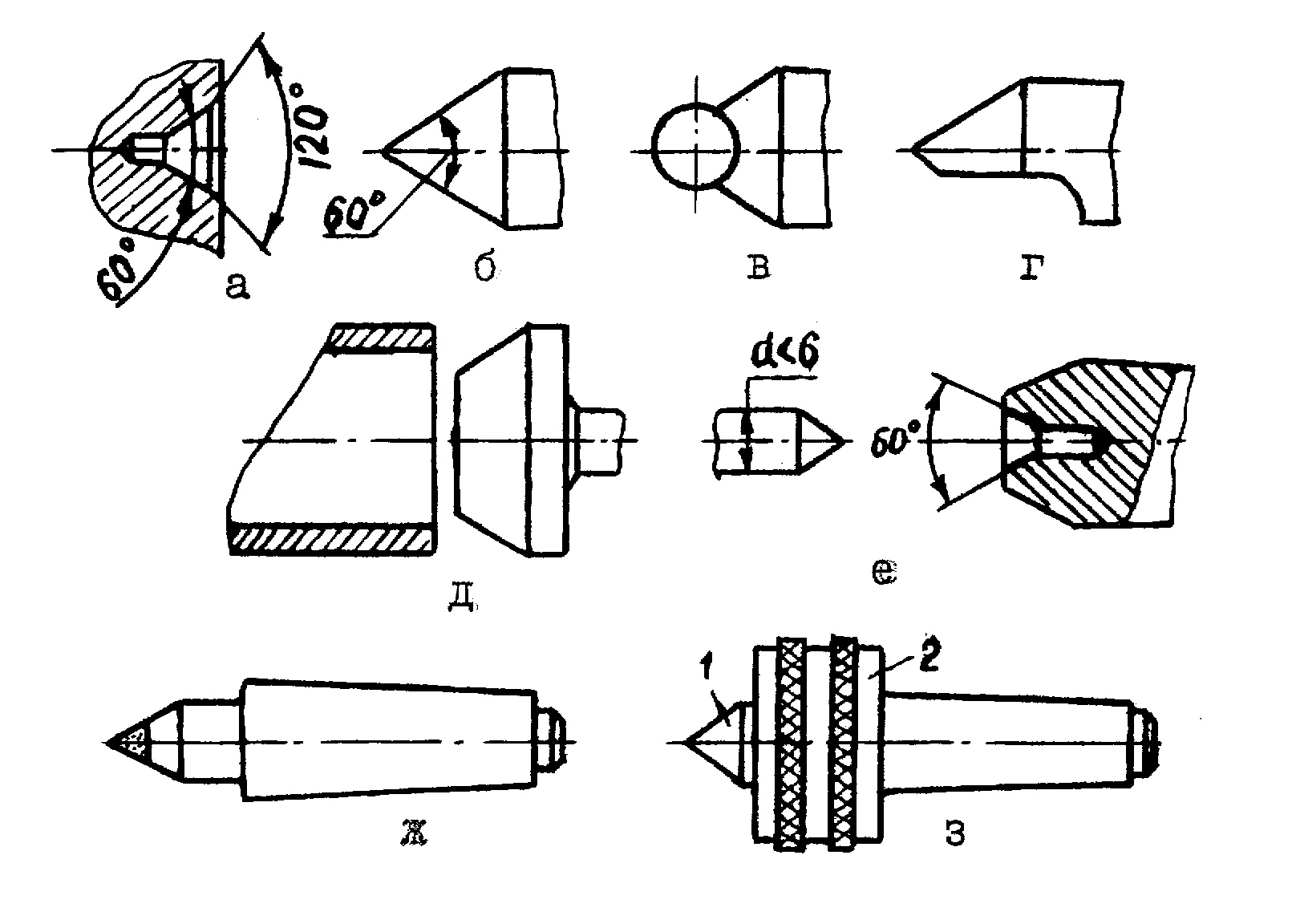
Рис.1. Концы заготовок и виды центров
При обработке длинных деталей  для предохранения их от прогиба применяют направляющие приспособления – люнеты. Люнет может быть подвижным и неподвижным. Подвижный люнет 2 крепится к каретке суппорта, а неподвижный (рис.2б) к станине станка.
для предохранения их от прогиба применяют направляющие приспособления – люнеты. Люнет может быть подвижным и неподвижным. Подвижный люнет 2 крепится к каретке суппорта, а неподвижный (рис.2б) к станине станка.
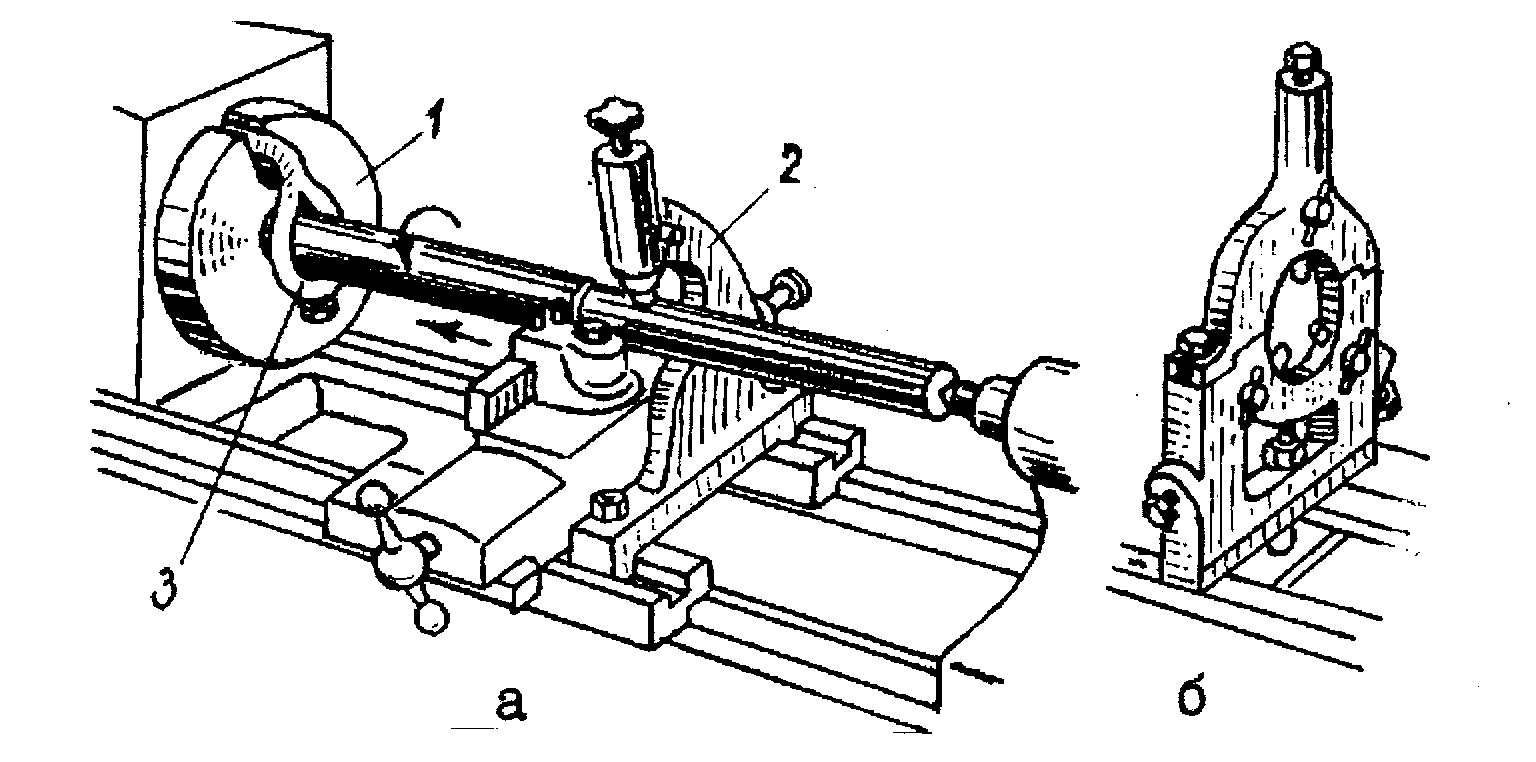
Рис.2. Приспособления, используемые при обработке
длинных заготовок
Точение в патроне
Обработку деталей с соотношением проводят при закреплении их в патроне. Патроны бывают трех- и четырехкулачковые.
проводят при закреплении их в патроне. Патроны бывают трех- и четырехкулачковые.
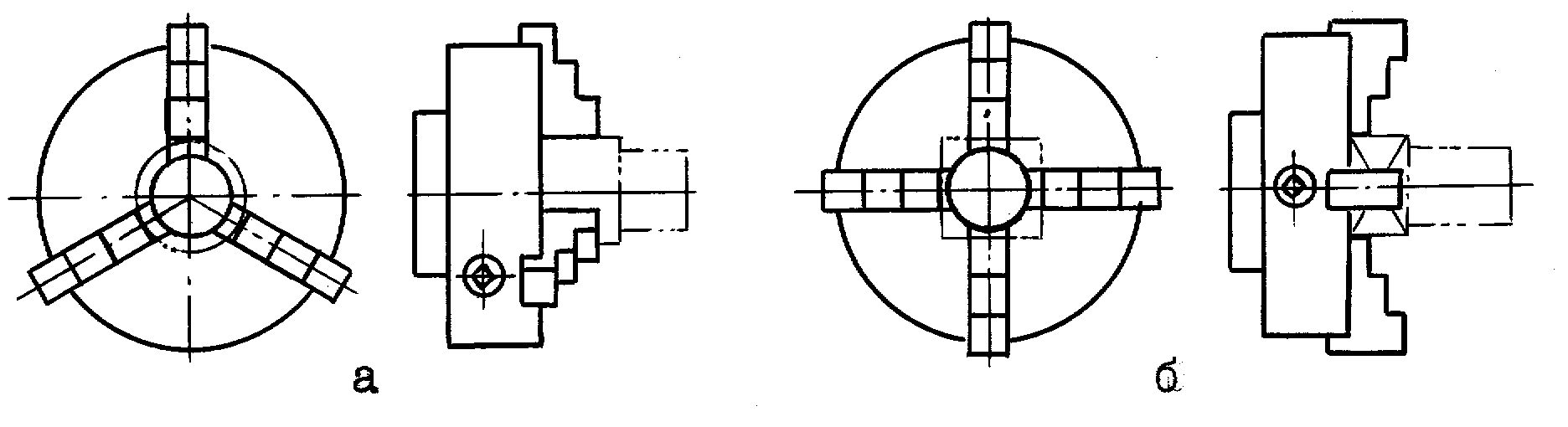
Рис.3. Патроны трехкулачковый самоцентрирующий (а)
и четырехкулачковый (б)
Трехкулачковый самоцентрирующий патрон используют обычно для закрепления осесимметричных деталей. В этом патроне захватывающие кулачки могут одновременно радиально перемещаться к центру или от него.
Четырехкулачковые патроны имеют независимое перемещение каждого из кулачков. Их применяют для установки и закрепления деталей сложной и несимметричной формы.
Точение на планшайбе
Планшайбу, навинчиваемую на шпиндель, используют при обработке несимметричных и сложной формы деталей. Планшайба 1 представляет собой диск с радиально прорезанными пазами (рис.4). Обрабатываемая деталь 3 укрепляется на планшайбе болтами. Иногда сначала ставят угольник 4 и к нему прикрепляют обрабатываемую деталь. Закрепленная деталь уравновешивается противовесом 2.
Рис.4. Закрепление заготовки на планшайбе
Виды токарных работ
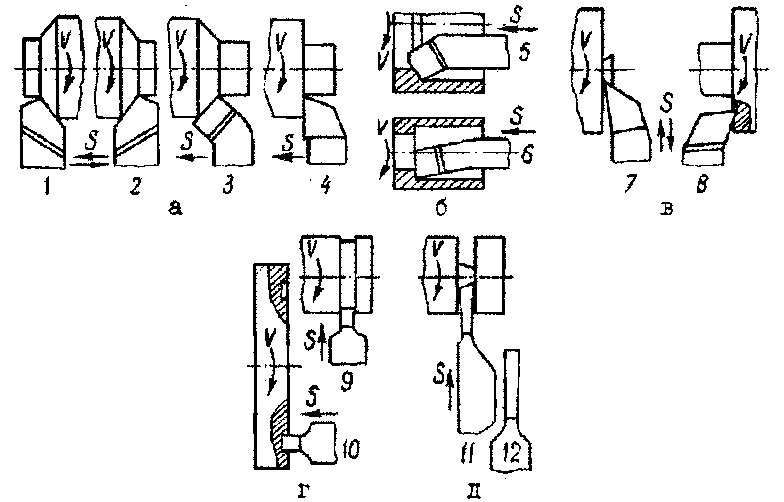
Точение разделяется на черновое и чистовое. При черновом точении снимается припуск 2–5 мм. Обтачивание производят проходными резцами (рис.5а). Радиус закругления вершины черновых резцов R=0,5–1 мм, получистовых R=1,5–2 мм, для чистового точения R=3–5 мм. Припуски на чистовое точение колеблются в пределах 1–2 мм и менее на сторону. Обтачивание ведут широкими резцами и с закругленной режущей кромкой.
Растачивание предварительно просверленных или полученных при заготовительных операциях отверстий выполняют обдирочными и чистовыми (с закругленной режущей кромкой) резцами. Расточные резцы для сквозных отверстий имеют главный угол в плане  меньше 90о, у расточных резцов для глухих отверстий угол равен или несколько больше 90о (рис.5б).
меньше 90о, у расточных резцов для глухих отверстий угол равен или несколько больше 90о (рис.5б).
Обработку торцовых поверхностей выполняют подрезными резцами (рис.5в). При точении торцовых поверхностей заготовки закрепляют теми же способами, что и при обработке наружных цилиндрических поверхностей. При закреплении в патроне вылет заготовки должен быть минимальным. Для подрезки торца заготовки при закреплении ее с поджимом задним центром используют специальный срезанный опорный неподвижный центр.
5. Заключительный инструктаж (5 мин)
6. Уборка рабочих мест (10 мин)

Нравится материал? Поддержи автора!
Ещё документы из категории технология:
Чтобы скачать документ, порекомендуйте, пожалуйста, его своим друзьям в любой соц. сети.
После чего кнопка «СКАЧАТЬ» станет доступной!
Кнопочки находятся чуть ниже. Спасибо!
Кнопки:
Скачать документ